





While using alternative fuels is desirable, occasionally they cannot be used due to processing issues, lack of permits or poor availability. This article looks at how higher-cost traditional fuels can best be used to achieve improved kiln performance. With properly prepared fuel, the correct feed chemistry, a suitable burner and good operation, the clinker melt profile and nodule size can be fine tuned to provide better heat recovery, improved clinker grindability and increased operating efficiency with reduced CO2 emissions.
Introduction - The advantages and disadvantages of alternative fuels
The cost benefits and environmental advantages associated with alternative fuels make them highly desirable for many companies, although limited availability, high entry costs, potential process issues and quality concerns mean they are not an option for every plant. While the cost savings associated with alternative fuels can be significant, there are usually a number of drawbacks that can adversely affect output and product quality to varying degrees. For example, most alternative fuels are usually associated with increased amounts of water and false air, which increase kiln exhaust gas volumes and reduce capacity when kilns are draft restricted (1).
These fuels can also contain excessive amounts of ballast, which can reduce heat transfer in the burning zone and they often introduce circulating species, which can contribute to build-ups and blockages. They can also introduce species which significantly affect clinker nodulisation, mineralogy and ultimately clinker quality (2). The overall result is that while there are significant cost benefits, there are usually also penalties in reduced kiln capacity, more variable quality and environmental performance due to the increased variability associated with the use of alternative fuels.
The benefits of traditional fuels
Although the cost penalty of using traditional fuels is severe, the noble fuels like coal, oil, gas and even petroleum coke also have some major advantages which alternative fuels do not. More uniform fuels with higher calorific value can be processed and metered more consistently and this helps to keep energy variations below the ±1% threshold needed for good thermal stability in the kiln system. When prepared properly, traditional fuels also combust rapidly in the burning zone, providing a relatively short flame with better heat transfer characteristics, reduced energy losses and better clinker quality.
Used in conjunction with appropriate materials, targets and controls, the traditional fuels are much more capable of providing the stability needed to support higher kiln loadings, better operating economy and longer kiln run times, as well as lower absolute carbon emission levels. Unlike alternative fuels, which mask many of the key interactions in the kiln, processes using traditional fuels are easier to troubleshoot and optimise. With properly optimised systems these advantages can enable some calciner kilns to operate at loadings above 6t/m³/day and preheater kilns beyond 2.2t/m³/day, while still producing high quality clinker. These benefits translate directly into lower unit costs per tonne and increased profitability.
Capturing the benefits
While the traditional fuels allow kiln systems to be pushed harder, capturing the potential benefits can be difficult because of material and operational variations, equipment limitations and process problems. The interactions between these factors can be complex and this usually reveals itself in normal kiln operation by often inexplicable deterioration and large day-to-day variations in kiln output. Equally puzzling can be the rare periods when kiln performance is unusually good, even though no changes in materials or operating methods are apparent.
For these and other reasons, kiln performance improvement efforts tend to be equipment focused, such as with burner and cooler upgrades, usually with the aim of reducing operational bottlenecks and increasing capacity or efficiency. However, much more cost-effective outcomes can usually be achieved by first adopting a 'systems view' of the process. Instead of optimising each piece of equipment individually, the systems approach is based on fine-tuning how the sub-processes work together so that the process is optimised as a whole, rather than as a series of independent subprocesses.
In normal circumstances the main objectives of most kiln operations is to produce the maximum amount of clinker with sufficient alite (C3S) to satisfy product strength and quality requirements. With a systems approach the objectives of kiln operation are slightly different, in that the focus becomes producing clinker of an appropriate mineralogy and of a nodule size which will satisfy both quality and process requirements. Suitably sized nodules of between 3mm and 20mm can be cooled rapidly, reducing cooler stresses and problems such as red rivers.
Nodules in this size range also allow the maximum amount of heat to be recovered during cooling, raising both secondary air and flame temperature. This enables kiln output to be raised without increasing fuel consumption, typically between 3 and 12% over the output from a kiln process using non-optimised targets and controls.
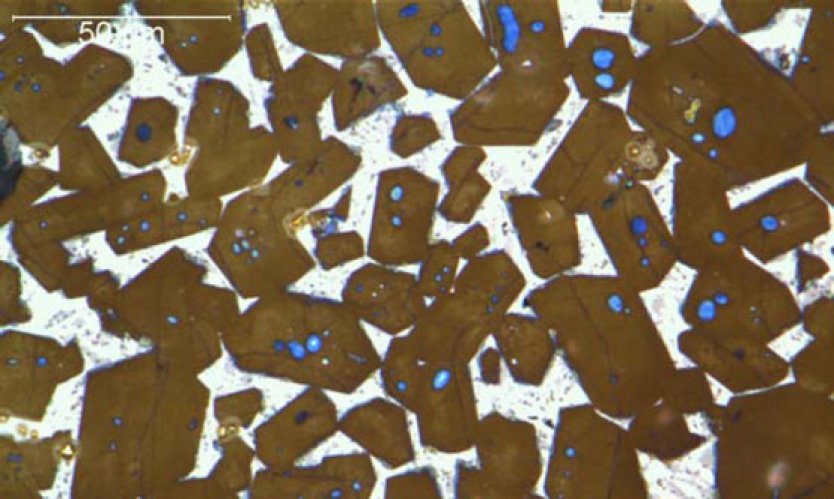
Improved heat transfer from the flame also encourages formation of smaller (≤ 25μm) and more reactive alite crystals (Figure 1). This allows increased mineral addition rates and/or lower product fineness to achieve a given strength. Optimised nodules are usually also easier to grind to a given fineness, which reduces energy consumption and increases mill output during finish milling. The benefits of this approach therefore extend through the entire process.
A systems view of kiln optimisation
Stabilising both clinker mineralogy and nodule size relies largely on making sure both chemistry and the heating profile through the kiln are kept in an optimum range. To produce small, reactive alite crystals requires a relatively short flame, resulting in a burning zone typically between three and four kiln diameters in length. To stabilise the flame envelope the combustion conditions should be controlled to an excess oxygen level appropriate for the fuel and burner so that persistent reducing conditions are avoided.
With suitable feed chemistry and granulometry these conditions then encourage formation of the alumino-ferrite melt which agglomerates the feed particles to form both nodules and kiln coating as the kiln rotates.
Once sufficient melt has developed at the start of the burning zone, the alite crystals form and grow rapidly. As the crystals increase in size they increasingly interfere with the agglomeration process, causing the clinker nodules to stabilise in size. Consequently, by fine-tuning material and process conditions at the start of the burning zone, nodule size can potentially be adjusted into the most appropriate range (3).
To achieve optimum performance the main material and operational inputs which influence nodule size and alite formation must be both stable and in the optimum range. The main factors which influence these properties are shown in Figure 2.
In the following sections we will look briefly at how these factors contribute to flame stability and optimised nodulisation.
Fuel preparation
One major advantage of using traditional fuels is that preparation requirements needed to achieve efficient combustion are familiar and well tried. Apart from gas, which usually requires only pressure reduction, the main aim in preparing the traditional solid and liquid fuels is in reducing the droplet or particle size sufficiently to allow devolatilisation and combustion at a controlled rate.
With oil this is usually achieved by heating to reduce the viscosity and allow production of an optimum droplet size, typically around 100μm, usually through pressure atomisation. Problems with oil preparation are usually minimal, although operating below the optimum temperature range can increase oil viscosity and contribute to less than optimum combustion.
Coal drying and fineness requirements depend on the type of coal being used. Bituminous coals are typically dried to a residual moisture content of between 1 and 4% and ground to a +90μm particle size equal to half the volatile content, with minimal particles > +200μm. Both overgrinding and overdrying can be detrimental to coal combustion. The raw mix lime saturation factor (LSF) must also be raised to
compensate for the ash contribution from the coal. Because the ash is primarily silica and alumina, it suppresses the clinker LSF, increases the melt phase volume and viscosity and favours formation of belite rather than alite. For best kiln performance the coal should be adequately blended so that the ash content does not vary by more than ± 1%.
Firing system
An appropriate burner pipe with adequate primary airflow and delivery pressure is critical for efficient combustion and a stable flame profile. A particularly important characteristic is the ability of the burner to provide adequate momentum to ensure the fuel and secondary air are properly mixed. In its most basic form, burner momentum can be considered a product of the primary airflow percentage and primary air velocity and momentum can be increased by either raising the percentage and/or pressure of the primary air through the burner.
If the burner has sufficient momentum the primary air acts as a jet, entraining hot secondary air into the flame envelope, encouraging air-fuel mixing and accelerating combustion. When a burner has adequate momentum, the improved air-fuel mixing generally allows operation at lower excess air levels without generating reducing conditions in the kiln. With sufficient burner momentum the resulting flame envelope is also shorter and more stable, with a higher heat flux and better heat transfer into the clinker. This lowers the kiln back-end temperature and reduces gas volumes through the kiln inlet and preheater, which can both contribute to increased kiln output. Higher burner momentum can also help offset the adverse airflow conditions which can occur with poorly designed kiln hoods and the disturbed airflows created by planetary coolers.
Although oil can be used successfully under relatively low momentum conditions, coal requires considerably more momentum for efficient combustion, especially when it has not been adequately prepared. Due to a common desire to limit the amount of cold primary air entering the kiln, many burner pipes in the past have been designed with insufficient momentum to ensure efficient combustion and robust kiln operation. However, the increased operating stability and absence of reducing conditions with a higher momentum burner more than offsets the small loss in recovered secondary air which higher primary airflow entails.
Where burner momentum is inadequate it can often be addressed relatively simply by either increasing the volume of the primary air by fan blower replacement, or modifying the burner nozzle area to increase the primary air velocity. (See case study 1).
A further requirement for effective flame control is to ensure that the flame is properly centralised in the kiln. When a burner pipe has sufficient momentum, suitable flame alignment can usually be achieved by centralising the burner in the kiln tube and aligning it parallel to the kiln axis. With sufficient burner momentum this positioning encourages external recirculation of the exhaust reducing the risk of flame impingement on the refractory and encouraging full use to be made of secondary air. Kilns which need to operate with burner pipes inclined toward the clinker bed during normal operation almost certainly indicate the existing burner has insufficient momentum for effective operation.
Kiln feed properties
As noted previously, kiln feed properties have a major role in alite and nodule development. Kiln feed particle sizing should be consistent with the mineralogy and reactivity of the kiln feed. Although finer grinding can improve combinability, it can also be counter-productive in that it reduces raw mill output, accelerates dust loss from the preheater and increases recirculation and recarbonation rates at the back end of the kiln. Appropriate melt levels through the burning zone can make the process more tolerant of increased feed particle size.
With the LSF essentially fixed in most clinkers, the biggest factors which affect melt formation and nodulisation are the silica modulus (SM) and alumina modulus (AM) (3). The SM, in conjunction with the LSF, determines the amount of melt through the main part of the burning zone where material temperatures exceed 1400°C. In contrast, the AM influences the amount melt first formed at the entrance to the burning zone, at 1338°C, and it also affects the viscosity and surface tension of the melt, as do the volatile species – the alkalis and sulphur (Figure 3).
If the clinker AM can be adjusted to provide the appropriate amount of melt at the start of the burning zone, alite and nodule formation can occur sooner, effectively lengthening the burning zone and potentially contributing to faster alite conversion and more uniform nodule size. Where AM is not or cannot be effectively controlled, melt phase distribution is usually determined by keeping the SM in a nominal range, typically around 2.6. Under this control regime the process can sometimes be more sensitive to problems such as rings, especially under low SM conditions.
However, where raw materials and controls permit, prioritising clinker AM control in an appropriate range, rather than SM control, usually translates into more stable kiln operation with higher output. This is particularly relevant with clinkers with SM exceeding 3.0, when moving the clinker AM closer to the eutectic point (AM=1.38) can start alite formation sooner and partly compensate for a lack of melt through the burning zone (4).
While it is generally accepted that melt levels in the burning zone of 20-25% are desirable, it is not possible to be more specific due to differences in raw materials properties, equipment characteristics, burning conditions and other factors. The most appropriate melt phase content (usually translated into AM and SM targets) can only be determined by careful evaluation of recent process performance data and a clear understanding of the process limitations and priorities for the kiln system involved. In many instances relatively small changes to one or both moduli are often sufficient to noticeably improve kiln performance. (See case study 2).
Once appropriate targets have been determined, the new targets can usually be checked with minimal risk to process and product quality by controlled trialling. With appropriate SM and AM targets established, keeping both clinker moduli within the industry standard range of ±0.1 will contribute to improved kiln performance. Where the clinker AM exceeds 1.38 this will reduce melt variations at the start of the burning zone to around ±1%, keeping the melt and coating profile through the kiln stable.
However, when the clinker AM is below 1.38, AM variations must be reduced to ±0.05 if the melt phase variations at the start of the burning zone are to be kept to less than ±1%.
Operation and control
Even with fully optimised equipment and raw materials and properly prepared fuel, top kiln performance is not guaranteed. Keeping a steady flame and heating profile in the kiln also requires the operators to keep the back-end oxygen within a range which excludes reducing conditions when fluctuations in fuel or draft occur. Reducing conditions are particularly detrimental to stable kiln operation as they can contribute to process problems such as rings and build-ups and they can also cause major changes in product properties like strength and workability.
Lack of sufficient oxygen in the burning zone can cause reduction of Fe2O3 to FeO, which can then substitute for lime in the C3S matrix. This effectively increases the lime availability in the clinker but could potentially alter the melt characteristics, so that higher burning zone temperatures and more fuel is needed to combine the lime.
Changes to the melt phase can also contribute to ring formation, especially at the start of the burning zone. Where sulphur is in stoichiometric excess to alkalis in the kiln system, reducing conditions can also cause sulphur volatilisation in the kiln, also contributing to rapid formation of sulphur rings.
Ironically most of these problems are created by conscientious operators trying to improve kiln performance by limiting excess air levels and burning with low, but persistent levels of CO. Unfortunately the cumulative effect of this approach is to gradually build a ring or constriction in the kiln, ultimately reducing gas flow and output until the ring either drops or is shot out. In addition to the obvious presence of kiln rings, these types of combustion problem can sometimes be identified by the presence of unusually large variations in day to day kiln output when fuel and kiln feed chemistry has remained relatively stable (See case study 3).
To avoid these problems it is important that the operators clearly understand the need to maintain oxygen targets that are appropriate for the fuels and equipment being used. Allowable limits for oxygen also need to be reinforced and clear guidelines applied which limit operation with persistent levels of combustibles.
Summary
While traditional fuels have the disadvantage of high cost they are also generally much more uniform and more capable of providing a consistent heat profile through the kiln. In this presentation we have looked briefly at how this stability may be used to advantage by fine tuning the main parts of the process using a systems approach to improve both clinker quality and kiln output.
Based on experiences to date, this approach has enabled kiln output at various plants to be raised between 3% and 12% over that from a typical kiln process using non-optimised targets and controls.
Case study 1 – Increased burner momentum
This graph shows the output benefits associated with modifying a client's existing direct fired burner to provide higher momentum while using the existing blower. Kiln output has increased from below 95% of budgeted output to over 100%.
While the maximum output of the kiln has increased markedly, it is still being adversely affected on occasions by excessive instability in the clinker, particularly the AM. This has now become more apparent with the more robust burner.

Case study 2 – Optimised melt phase
This graph shows the benefits of using an iron corrective to reduce clinker AM and SM levels and improve clinker nodulisation characteristics. A further objective of the corrective addition was to improve the response of the clinker to a cement improver used during cement milling. Even though the overall change in moduli was relatively small with SM being reduced from 3.4 to 3.2 and AM reduced from 1.95 to 1.80, the effect, in conjunction with some minor combustion and material modification, has been significant, with annualised output increasing by ~11%.

Case study 3 - The effect of partially reducing combustion conditions
This kiln system suffered from ring build-ups that were so severe that they had to be shot out almost daily if reasonable clinker output levels were to be maintained. Even though the plant staff had developed a removal routine which reduced downtime to a minimum, the effect on kiln performance was still severe with few days of full 24 hour operation normally achieved (Weeks 12-17).
Examination of the raw material chemistry indicated no significant chemical imbalances which would contribute to ring formation but discussions with the operators revealed one particular shift had a tendency to burn to marginally lower oxygen levels than the others.
Over a period of several weeks, training sessions were held with the operator groups to explain the consequences of this approach and agree on what needed to be done.
As a result of these sessions and follow up by supervisory staff the kiln oxygen levels were reset at a higher level and compliance with targets more rigidly enforced. Almost immediately the indications were that the buildups had diminished while average daily output rose considerably. The full benefits became more apparent when the plant was restarted after a planned shutdown (Week 26 onwards).

References
1. Krennbauer, F. 'Secondary fuels and their effect on the cement burning process,' ZKG, 5, 2006, pp. 63-71
2. Kalska, R. et al. 'Effects of secondary fuels on clinker mineralogy', Cement International, 4, 2003, 88.
3. Christensen, N.H. & Johansen, V. 'Role of liquid phase and mineralizers,' FLS Review 55, 1979, 3.
4. Herath Banda, H.M. & Glasser, F. P. 'Role of iron and aluminium oxides as fluxes during the burning of Portland cement,' Cement and Concrete Research, 8, 1978, 319.