









Oxygen-enrichment can lower production costs for many processes because fuel costs are continuously on the rise. Enrichment is used more and more frequently in combustion systems technologies like oxygen burners, oxygen lancing and other oxygen enrichment systems in order to raise productivity, save energy or enable the use of lower quality fuels. Messer Oxipyr® technologies are used to provide discrete oxygen-rich areas in furnaces to allow complete combustion of fuels or lowering of emission values. This article determines the possibilities for and the advantages of oxygen application in rotary kiln burners for cement clinker production based on Messer testing results and installations that include a unique way of atomising liquid waste fuels with oxygen.
Oxygen in the combustion process
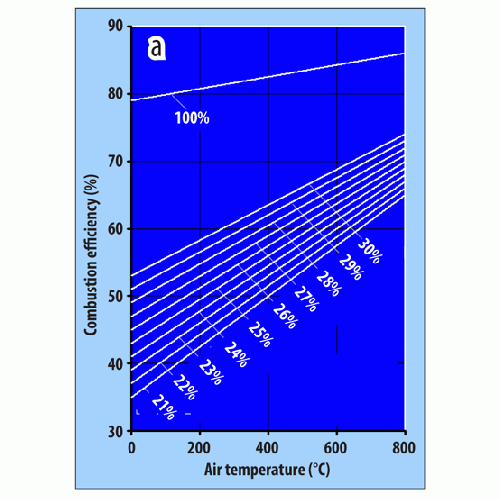
The efficiency of industrial combustion processes can be increased in two ways, either by preheating the fuel and combustion air or by adding oxygen.1 Only low flame temperatures can be reached, due to the high volume fraction of 79% nitrogen (N2) in air combustion systems. The N2 is also responsible for heat losses in the exhaust gas because of the low combustion efficiency (see Figure 1a).
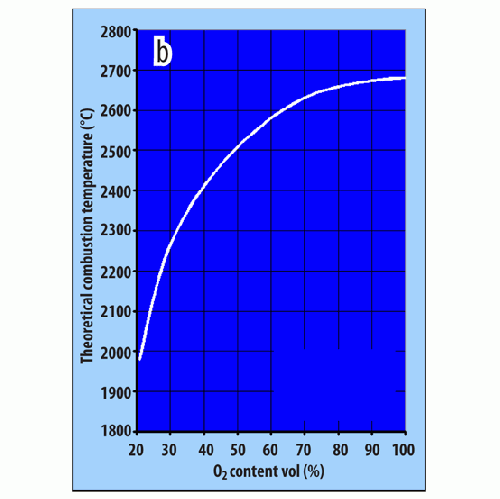
In Figure 1b the theoretical flame temperature for the stoichiometrical combustion of natural gas is plotted against oxygen enrichment. Even low enrichment values produce higher flame temperatures. In addition to the higher thermal efficiency of oxygen combustion compared to air combustion the heat transfer by radiation is also enhanced due to higher volume fractions of H2O and CO2 in the process.
Thermodynamic view of the clinker process
The production of cement clinker requires a lot of energy for the various chemical reactions and for reaching the required temperature levels. Drying requires temperatures over 100°C, degassing steps such as calcination need temperatures of 550 - 1000°C, decomposition of raw materials requires temperatures in excess of 1300°C and alite formation (and other reactions) need temperatures over 1450°C, as does the heating of raw materials.
The total amount of energy required is fixed because of the inherent chemical mechanisms and cannot be changed. Therefore the cement industry has taken a lot of effort to design the air and gas flow in an efficient counter current design to utilise the heat of the off-gas by preheating the raw materials and the heat of the product to preheat the secondary combustion air. This led to the dry process known today, with cyclone cascades, rotary kiln and product cooler.
In addition to the required total energy and temperature needed, the heat has to be transferred to the product as well. Conduction, convection and radiation require a (positive) difference in temperature to transfer heat from the flame into the product. As a result the flame temperature has to be even higher than the necessary reaction temperature.
The theoretical flame temperature - without losing heat to ambient environment - but including the dissociation reactions inside the flame is called adiabatic flame temperature. The adiabatic flame temperature is calculated using the energy inputs like the heating value and mass flow of fuels and internal energy of oxidators and conveying media as well as the internal output energy of the combustion products.
This theoretical temperature cannot be reached due to non-adiabatic conditions (heat transfer to ambient environment) and the quality and composition of the fuels including drying of fuel, degassing and combustion reactions. The heat transfer to the product is due to the following mechanisms: Radiation, convection and conduction.
The radiation of the flame is dependent on fuels, burner and oxidator, the radiation of the off-gas is dependent on its composition and there is radiation back to the product from refractory linings.
Convection between the product and refractory is dependent on relative velocity between off-gas and product/refractory and conduction is due to hot refractory walls directly touching the clinker.
Trend towards alternative fuels
Because of the increasing cost of fossil fuels the cement industry has changed its fuel mix remarkably in recent decades.2 Higher proportions of alternative and waste fuels are used every year. These can also introduce necessary chemical elements into the clinker. Alternative fuel substitution is one of the best and most promising ways to reduce fossil CO2 emissions. However, this trend has a strong influence on the real peak temperatures inside the kiln (see Figure 2).
Burner technology is countering this effect to a certain degree. Furthermore, burner technology is evolving to allow for higher proportions of waste fuels to be burned inside the kiln. However the combination of combustion mechanics and heat transfer limit will reach the theoretical burning temperature at some point. This thermodynamic barrier is a final limit for fuels inserted into the furnace.
The usage of oxygen in the burning zone of the rotary kiln can overcome this hurdle and is therefore a suitable method accompanying improved burner technology.
Waste fuel combustion problems
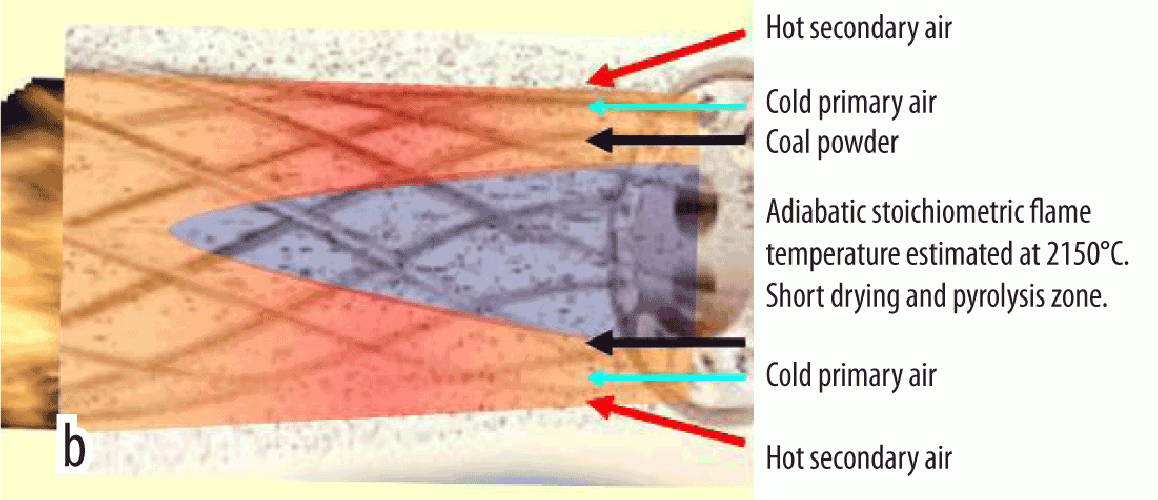
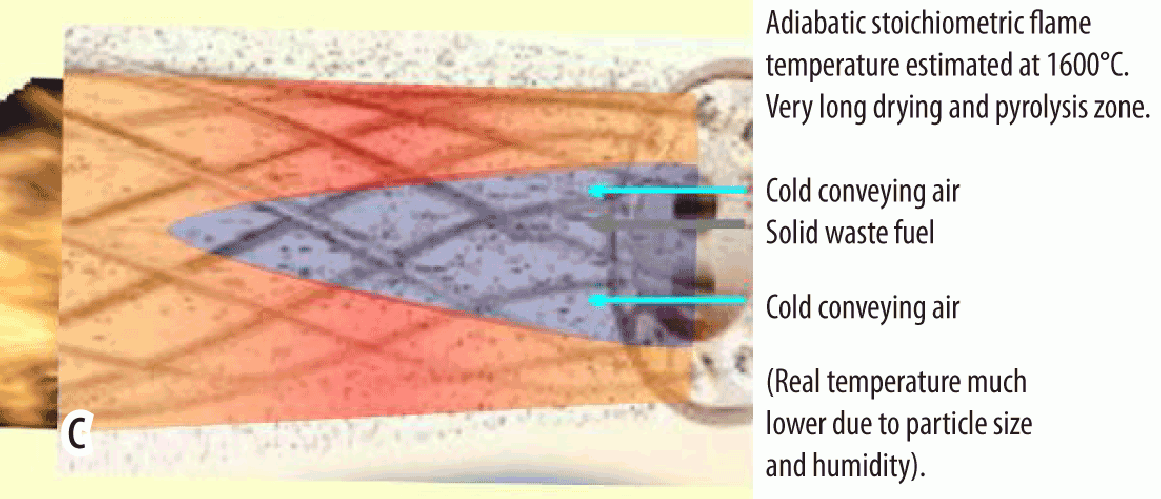
Multi-fuel burners in rotary kilns allow for a wide fuel mix. The main flame cylinder consists of a coal or petcoke flame, which uses about 10% of the cold oxidator from swirl nozzles and 90% preheated air from product cooler. In the centre the cold conveying air pushes residue wastes into the centre of the flame through various tubes.
The most common waste fuel is refuse derived fuel (RDF). It has a high proportion of plastic, which has a high heating value. However, it also has a lot of impurities and a water content that roughly halves the heating value.2
RDF is an inhomogeneous fuel that varies in particle size. Therefore a fraction of the fuel has a very long retention time inside the flame to dry, pyrolyse, combust and burn completely. These particles are also responsible for the flame increasing in length and decreasing in temperature. Additionally, if those particles hit the clinker bed, locally reducing conditions occur and the formation of FeO is supported. This accounts for a bad quality, brown clinker (see Figure 2).
Possibilities for oxygen injection
The introduction of oxygen into rotary kilns has a very long history,3 dating back to 1903 with the first patent for cement burning with oxygen. The fuel mix has come a long way since then. The tested injection points of pure oxygen into the kiln are:
Enrichment of primary air: The enrichment of the primary air is very easy but has to be performed in accordance with local laws and must take into account the cleanliness of the primary air tubes because oxygen can inadvertantly support the combustion of grease and oil. As a result there is a higher reaction rate in the primary fuel cylinder and a decrease in flame length. This can help with peak temperature problems, but the FeO problem is not affected much. Enrichment of primary air is primarily suitable for increasing the throughput of clinker.
Oxygen lance: Oxygen can be injected through a stainless steel pipe through the burner with or without nozzle. The advantage is that in front of this injection the oxygen concentration is 100% in a local zone. Impulse lances (without nozzles) tend to shoot the oxygen far into the flame, which decreases efficiency.
Messer uses specially-designed swirl nozzles with no welds at the tip to mix the oxygen into the alternative fuel stream. With this method the FeO build-up could be decreased while increasing the amount of waste fuels used.
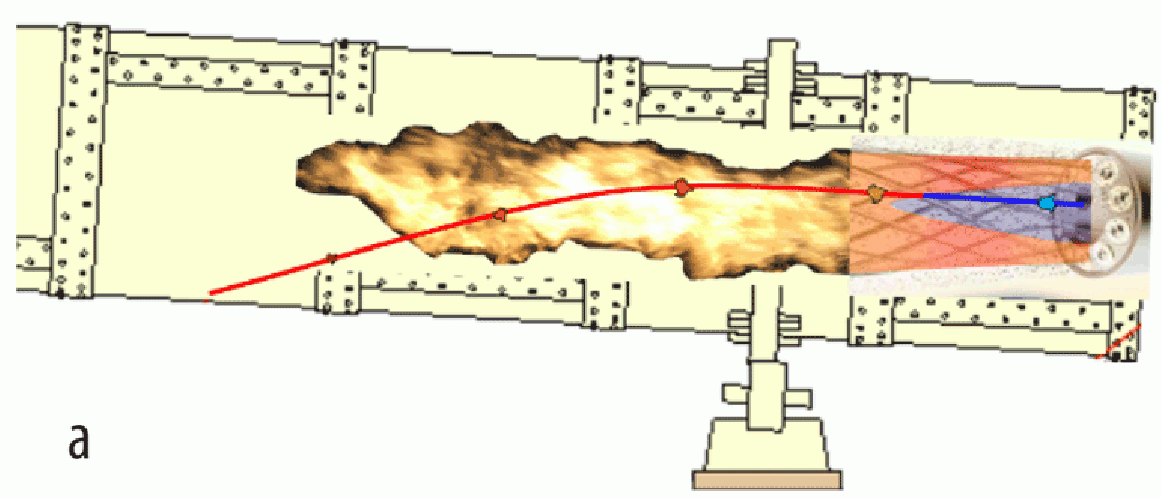
Atomisation of liquid fuel with oxygen (see Figure 3): A lot of cement plants use oil lances for heating the kiln and/or as an emergency measure during operation. Some use this lance for the atomisation of liquid waste fuels like waste oils, residue solvents, glycerin and stearic acid.
Messer has exchanged a solvent atomising lance that uses air for atomisation with a lance that utilises a nozzle for atomisation with oxygen. With this 'flame in flame' method the atomisation could be improved and the additional oxygen provides a high real flame temperature for the surrounding waste fuel. Messer found this to be the most suitable way for increasing the amount of solid alternative wastes while lowering the FeO parameter. The results of this change, after around six months of optimisation, were numerous.
It was possible to increase the throughput of shredded waste by 700kg/hr to 1200kg/hr with 250 - 330Nm3/hr of oxygen at about 50MW burner power. Pressurised air savings of about 250Nm3/hr were observed and average FeO levels were lowered by around a third, even with waste flow rate increased by a third.
Trials also showed an 80 - 150°C higher flame body temperature, also with the increased waste flow rate. This permitted more stable kiln operation, allowing the use of higher proportions of alternative fuels in future operations.
Urea usage has not been increased and there was no impact on clinker quality parameters. The kiln coatings were stable, although the flame is estimated to be two to three metres shorter.
The general key points for oxygen are in line with the results shown before4 and are as follows: Faster ignition of low calorific fuel particles; Higher adiabatic flame temperature; Stabilising effect on furnace operation; Possible reduction in CO2 certificates; CO2 certificates for O2 already paid by gas supplier; Production increase possible; Higher gas radiation; Beneficial effect on top of other optimisations; Total fuel costs can be reduced, allowing for a return on investment of less than 12 months.
Every case is different
Because each furnace, burner and fuel mix is different, the oxygen application and equipment have to be chosen and engineered for each burner. For the atomisation of liquid fuels Lafarge in Austria has chosen the new Messer nozzle with oxygen atomisation as the best solution. This provides a flame in flame to increase the solid alternative waste flow rate (see Figure 4).
The oxygen atomising nozzle from Messer can use all liquid fuels, even those with solid particles (tested up to particle size of 4mm).
The nozzle has the best clog-free technology available on the market and very low pressure loss for the fuel because of its straight fuel channel. It is self-cooled and no pressurised air is needed for operation.
The nozzle must be cooled and kept clean with only a very low amount of pressurised air when the fuel is stopped because the oxygen channel must not be contaminated.
A key benefit is that the flame starts directly at the burner mouth, which ensures the best improvement for the combustion of the wastes in the surrounding area and a longer combustion retention time for the waste particles. The robust, patented design is unique in the global cement industry.
Conclusion
With the increasing need to lower the energy costs for cement plants, waste fuels have become a driving force for many cement plants and will be even more important in the future. Fossil fuels will become more expensive in the future and as oxygen as a commodity is mainly linked to the price of electrical energy, any oxygen-enrichment application is a very future proof installation. Oxygen and waste fuels together can substitute fossil fuels in a very economical way. If liquid fuels are available as well the atomisation with oxygen has been proven to be superior to traditional fuels.
References
1. Holleis, B., Spoljaric, D., Adendorff, M., 'Einsatz von technischen Gasen in Giessereien, Sauerstoff bei Schmelzprozessen,' Giesserei-Rundschau 52, 2005.
2. Rispal, K. et. al., 'Lafarge Sustainability Report 2011,' http://www.lafarge.com/05182012-publication_sustainable_development-Sustainable_report_2011-uk.pdf, 2011.
3. Gaydos, R.-A., 'Oxygen enrichment of combustion air in rotary kilns,' Journal of the PCA Research and Development Laboratories, 1965.
4. Ehrenberg, C. et. al., 'Optimisation of the combustion of secondary fuels by O2-enrichment,' 6th International VDZ Congress, Düsseldorf, 30 September 2009 - 2 October 2009.